Introduction
Film extrusion is one of the most important and widely used processes in the plastics industry. It is employed for manufacturing thin plastic films that are used in packaging, agriculture, construction, textiles, and many other applications. The die is a critical component of the extrusion system, as it determines the shape, thickness uniformity, mechanical properties, and overall quality of the film.
In film extrusion, molten polymer coming from the extruder is shaped into a thin film by passing through a specially designed die. Different types of dies are used depending on the extrusion process such as blown film extrusion, cast film extrusion, extrusion coating, slit tape extrusion, and BOPP film production.
This article discusses the major types of dies used in film extrusion, namely:
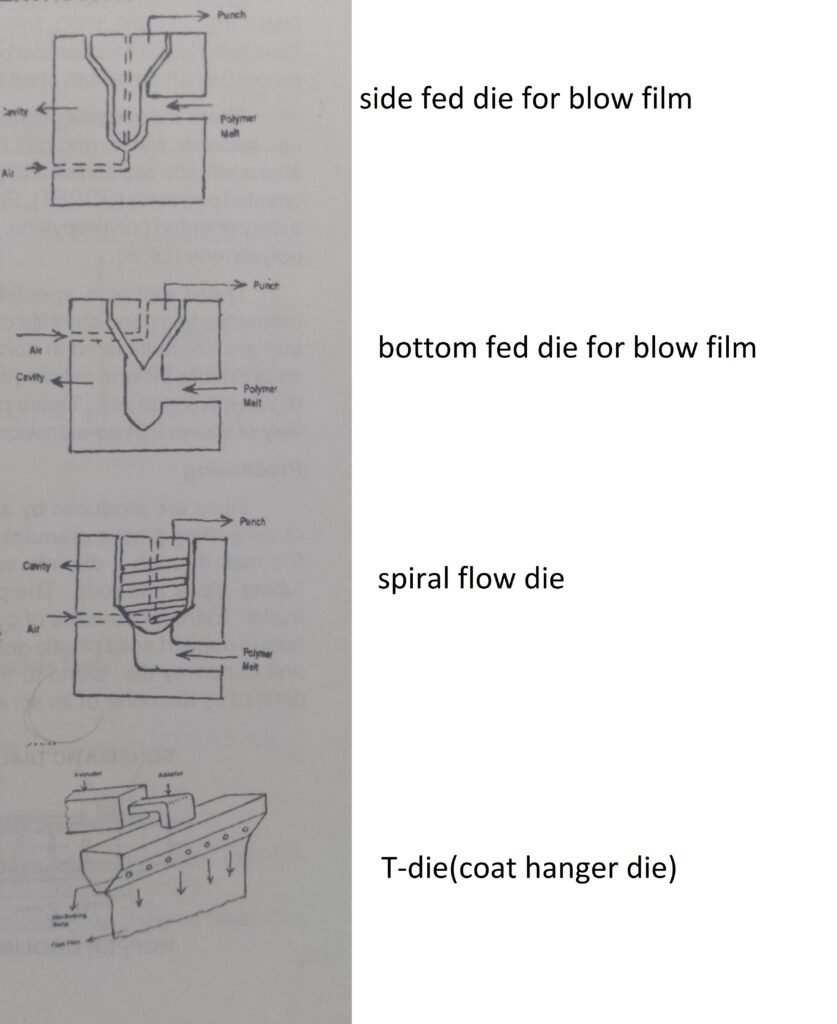
- Side-fed die for blown film
- Bottom-fed die for blown film
- Spiral flow die
- T-die (Coat hanger die)
Each die type is explained in detail along with its working principle, advantages, disadvantages, and industrial applications, followed by a comparison table and practical examples.

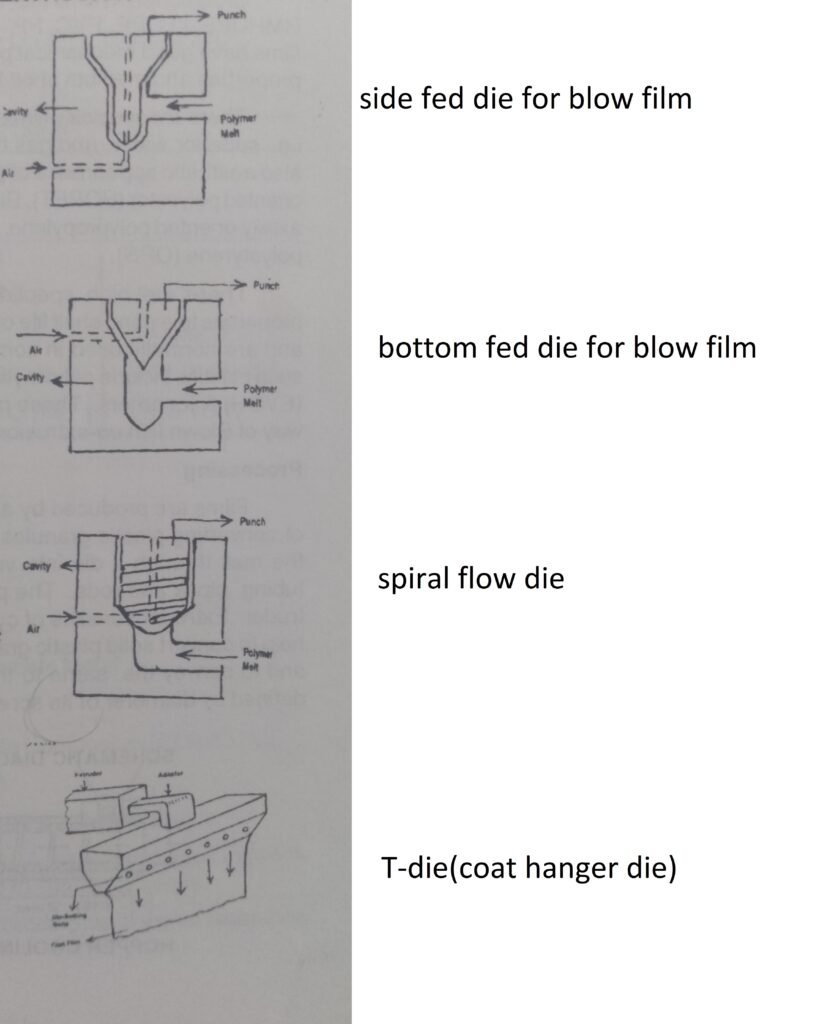
1. Side-Fed Die for Blown Film Extrusion
Construction and Working Principle
In a side-fed die, the molten polymer melt is introduced into the die from the side rather than from the center or bottom. After entering the die, the melt flow is divided into two separate streams. These two streams flow around the die mandrel and later rejoin at the opposite side before exiting through the annular die gap.
The die is generally used in early or low-cost blown film extrusion systems.
Weld Line Formation
A major drawback of the side-fed die is the formation of a joint or weld line. Since the melt is split into two streams and later merged, a line is formed at the junction point. This weld line represents a region where polymer chains are not perfectly entangled.
Disadvantages of Weld Line
- Reduced mechanical strength at the weld line
- Poor tear resistance
- Higher chances of film failure during blowing
- Uneven film quality
Due to these disadvantages, side-fed dies are rarely used in modern high-quality film extrusion lines.
Advantages
- Simple design
- Low manufacturing cost
- Easy maintenance
Applications
- Low-grade packaging films
- Laboratory-scale or experimental extrusion
- Non-critical film applications
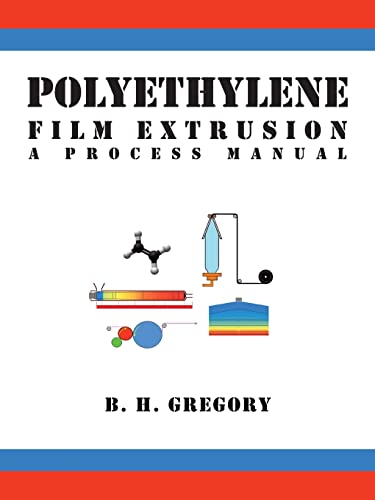
2. Bottom-Fed Die for Blown Film Extrusion
Construction and Working Principle
In a bottom-fed die, the molten polymer is fed from the bottom of the punch (mandrel). The melt flows upward and spreads uniformly around the circumference before exiting through the annular die gap.
Unlike the side-fed die, the melt does not split into separate streams, which eliminates the problem of weld line formation.
Advantages Over Side-Fed Die
- No weld line formation
- Better mechanical strength of film
- Uniform melt flow distribution
- Improved film quality
Because of these advantages, the bottom-fed die has become the most commonly used die in blown film extrusion.
Advantages
- Stronger film with uniform properties
- Better bubble stability
- Suitable for high-speed production
- Compatible with multilayer extrusion
Disadvantages
- Slightly complex design
- Higher cost than side-fed die
Applications
- LDPE, LLDPE, HDPE blown films
- Packaging films
- Agricultural films
- Shrink and stretch films
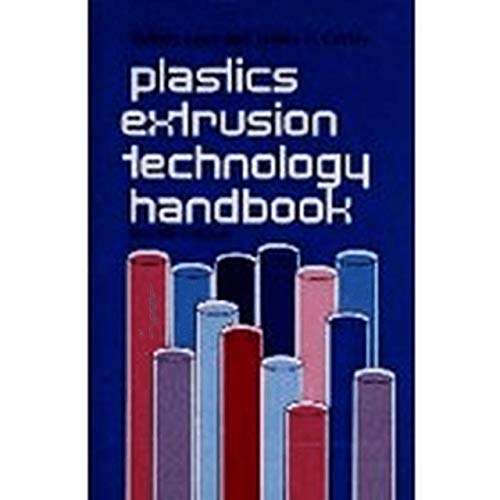
3. Spiral Flow Die
Concept of Spiral Flow Dies
The spiral flow die is an advanced version of the bottom-fed die. In this design, the polymer melt flows through spiral-shaped channels machined inside the die body. These spiral channels distribute the melt evenly around the circumference of the die.
Spiral flow dies are available in different configurations such as:
- 2-start spiral flow die
- 4-start spiral flow die
- 8-start spiral flow die
The number of spiral starts indicates the number of spiral channels used for melt distribution.
Working Principle
After entering the die, the melt flows through spiral grooves that wrap around the mandrel. As the melt progresses, it overlaps and redistributes multiple times before exiting the die gap. This overlapping action ensures excellent melt homogeneity and pressure balance.
Advantages of Spiral Flow Die
- Excellent melt homogeneity
- Uniform melt pressure distribution
- Better thickness uniformity
- Improved melt stability
- Reduced flow marks and defects
These features make spiral flow dies ideal for high-quality and multilayer blown film production.
Disadvantages
- High manufacturing cost
- Precision machining required
- Difficult cleaning and maintenance
Applications
- High-performance blown films
- Multilayer packaging films
- Barrier films
- Medical and food packaging films
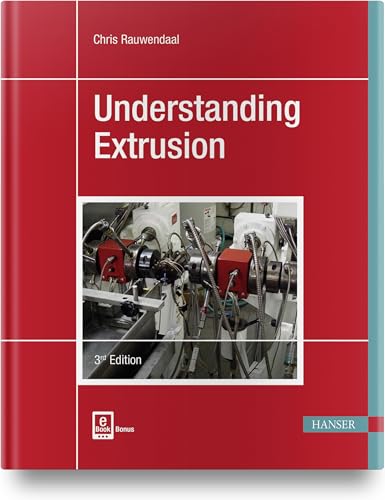
4. T-Die (Coat Hanger Die)
Introduction to T-Die
The T-die, also known as the coat hanger die, is primarily used for flat film and sheet extrusion rather than blown film extrusion. The die has a T-shaped flow channel, which spreads the melt uniformly across the width of the die.
Working Principle
Molten polymer enters the central manifold and is distributed sideways through a gradually reducing channel thickness (coat hanger design). This ensures that melt reaches the die lips at the same pressure and velocity, producing a film with uniform thickness.
Why It Is Called Coat Hanger Die
The internal manifold resembles the shape of a coat hanger, where melt distribution is carefully balanced to compensate for flow resistance across the width.
Advantages
- Excellent thickness uniformity
- Suitable for wide films and sheets
- Easy thickness control using die bolts
- High surface finish
Disadvantages
- Not suitable for blown film
- Edge beading may occur
- Requires precise temperature control
Applications
T-dies are widely used in:
- Cast film extrusion
- Slit tape extrusion for woven sacks
- Extrusion coating
- BOPP film extrusion
- Sheet extrusion for thermoforming
Comparison Table: Types of Dies Used in Film Extrusion
| Die Type | Melt Feeding Method | Weld Line | Melt Homogeneity | Main Applications |
|---|---|---|---|---|
| Side-fed die | Side entry | Present | Poor to moderate | Low-grade blown films |
| Bottom-fed die | Bottom entry | Absent | Good | General blown films |
| Spiral flow die | Bottom with spiral channels | Absent | Excellent | High-quality blown films |
| T-die (Coat hanger) | Central manifold | Not applicable | Excellent | Cast films, BOPP, coating |
Industrial Examples
Example 1: Packaging Film Manufacturing
A packaging company producing LDPE shopping bags uses a bottom-fed spiral flow die to achieve uniform thickness and better tear strength.
Example 2: Agricultural Film Production
Multilayer greenhouse films are produced using spiral flow dies to ensure excellent melt distribution and layer uniformity.
Example 3: Woven Sack Industry
PP slit tapes for woven sacks are manufactured using a T-die, followed by slitting and stretching operations.
Example 4: BOPP Film Line
BOPP film extrusion lines use wide T-dies to produce flat films that are later biaxially oriented.
Conclusion
The selection of a suitable die is crucial for achieving high-quality film extrusion. While side-fed dies are simple and economical, their weld line problem limits their use. Bottom-fed dies offer better strength and are widely used in blown film extrusion. Spiral flow dies represent the most advanced design, providing superior melt homogeneity and film quality. T-dies (coat hanger dies) dominate flat film, sheet, and coating applications.
Understanding the construction, working principles, and applications of different dies helps engineers and students choose the correct die for specific extrusion requirements and optimize film properties.