Introduction
Polyethylene (PE) is one of the most widely used thermoplastic polymers in the world due to its versatility, chemical resistance, ease of processing, and cost-effectiveness. From packaging films and household goods to wire coatings and industrial components, PE finds applications across multiple industries. However, the base polymer alone rarely meets all performance requirements. To enhance its properties, a wide range of additives and modification techniques are employed.
This blog explores polyethylene additives, including heat and light stabilizers, slip and antiblock agents, antistatic additives, flame retardants, and degradability modifiers. It also explains microbial resistance vs biodegradable PE, chemical crosslinking of PE (especially peroxide crosslinking), foamed PE using blowing agents, and the increasing importance of recycling and scrap utilization due to global PE shortages.
1. Additives Used in Polyethylene
Additives are incorporated into polyethylene to improve processing, durability, appearance, safety, and end-use performance. The selection of additives depends on the application, service environment, and regulatory requirements.
1.1 Heat Stabilizers
Heat stabilizers are added to polyethylene to prevent degradation during processing and long-term service at elevated temperatures.
Purpose of Heat Stabilizers:
- Prevent chain scission and oxidation during melt processing
- Improve thermal aging resistance
- Maintain mechanical strength and color stability
Common Heat Stabilizers for PE:
- Hindered phenolic antioxidants
- Phosphites and phosphonites (secondary antioxidants)
Mechanism:
Heat stabilizers work by scavenging free radicals formed during thermal oxidation, thereby slowing polymer degradation.
1.2 Light Stabilizers (UV Stabilizers)
Polyethylene exposed to sunlight undergoes photo-oxidative degradation, leading to embrittlement, cracking, and discoloration.
Types of Light Stabilizers:
- UV absorbers (benzophenones, benzotriazoles)
- Hindered amine light stabilizers (HALS)
Applications:
- Outdoor pipes
- Agricultural films
- Wire and cable jackets
HALS are particularly effective because they continuously regenerate and provide long-term UV protection.
1.3 Slip and Antiblock Additives
Slip and antiblock agents are essential in PE films to improve handling and processing efficiency.
Slip Additives
Slip agents reduce the coefficient of friction (COF) between film surfaces.
Common Slip Additives:
- Fatty acid amides (oleamide, erucamide)
Benefits:
- Improved machinability
- Easier opening of packaging films
Antiblock Additives
Antiblock agents prevent film layers from sticking together.
Common Antiblock Materials:
- Silica
- Talc
Working Principle:
They create micro-roughness on the surface, reducing contact area between films.
1.4 Antistatic Additives
Polyethylene is inherently an electrical insulator and tends to accumulate static charges.
Problems Caused by Static:
- Dust attraction
- Handling difficulties
- Electrical discharge risks
Types of Antistatic Additives:
- Internal antistatic agents (fatty amines, ethoxylated amines)
- External antistatic coatings
These additives migrate to the surface and absorb moisture, allowing static charges to dissipate.
1.5 Flame Retardants
Polyethylene is combustible and requires flame retardants in safety-critical applications.
Common Flame Retardant Systems:
- Halogenated flame retardants (with antimony trioxide)
- Halogen-free systems (aluminum hydroxide, magnesium hydroxide)
Applications:
- Wire and cable insulation
- Building materials
- Automotive components
Halogen-free flame retardants are increasingly preferred due to environmental and health concerns.
1.6 Photodegradable Additives
Photodegradable additives enable polyethylene to break down under UV exposure.
Mechanism:
- Additives promote chain scission when exposed to sunlight
- Material becomes brittle and fragments over time
Limitations:
- Fragmentation does not always mean complete biodegradation
- Microplastic formation remains a concern
1.7 Biodegradable Additives
Biodegradable additives are designed to enhance microbial breakdown of polyethylene under controlled conditions.
Approaches:
- Pro-oxidant additives (oxo-biodegradable systems)
- Blends with biodegradable polymers (PLA, PHA)
Challenges:
- Requires specific temperature, oxygen, and microbial activity
- Not universally accepted as truly biodegradable
2. Resistance of PE to Microbial Attack vs Biodegradable PE
2.1 Conventional PE and Microbial Resistance
Standard polyethylene has a hydrophobic, non-polar backbone that is highly resistant to microbial attack.
Reasons for Resistance:
- Lack of functional groups for enzyme action
- High molecular weight
- Crystalline regions inaccessible to microbes
As a result, conventional PE can persist in the environment for decades.
2.2 Biodegradable Polyethylene
Biodegradable PE is modified to enable degradation through oxidation followed by microbial assimilation.
Key Differences:
- Presence of pro-oxidant additives
- Lower molecular weight fragments after oxidation
- Improved microbial accessibility
Comparison Table
| Property | Conventional PE | Biodegradable PE |
|---|---|---|
| Microbial resistance | Very high | Reduced |
| Environmental persistence | Decades | Shorter under conditions |
| Chemical structure | Non-polar | Modified with additives |
| Degradation trigger | None | Heat, UV, oxygen |
3. Crosslinking of Polyethylene
3.1 Chemical Crosslinking of PE
Polyethylene can be crosslinked to improve thermal, mechanical, and chemical resistance.
Common Crosslinking Agents:
- Organic peroxides (dicumyl peroxide, benzoyl peroxide)
Process:
- Peroxide decomposes at high temperature
- Free radicals form and create crosslinks between PE chains
3.2 Properties of Crosslinked Polyethylene (XLPE)
Crosslinking converts thermoplastic PE into a thermoset-like material.
Advantages:
- Higher temperature resistance
- Improved creep resistance
- Better chemical stability
Limitations:
- Cannot be remelted or recycled easily
- More complex processing
3.3 Applications of Crosslinkable PE
The most widely used crosslinkable polyethylene is found in wire and cable coating applications.
Reasons for Use in Cables:
- Excellent electrical insulation
- Heat resistance
- Long service life
Typical Applications:
- Power cables
- Communication cables
- Automotive wiring
4. Foamed Polyethylene and Blowing Agents
4.1 Introduction to PE Foams
Foamed polyethylene is produced to achieve lightweight, flexible, and shock-absorbing materials.
Applications:
- Packaging
- Thermal insulation
- Sports and protective equipment
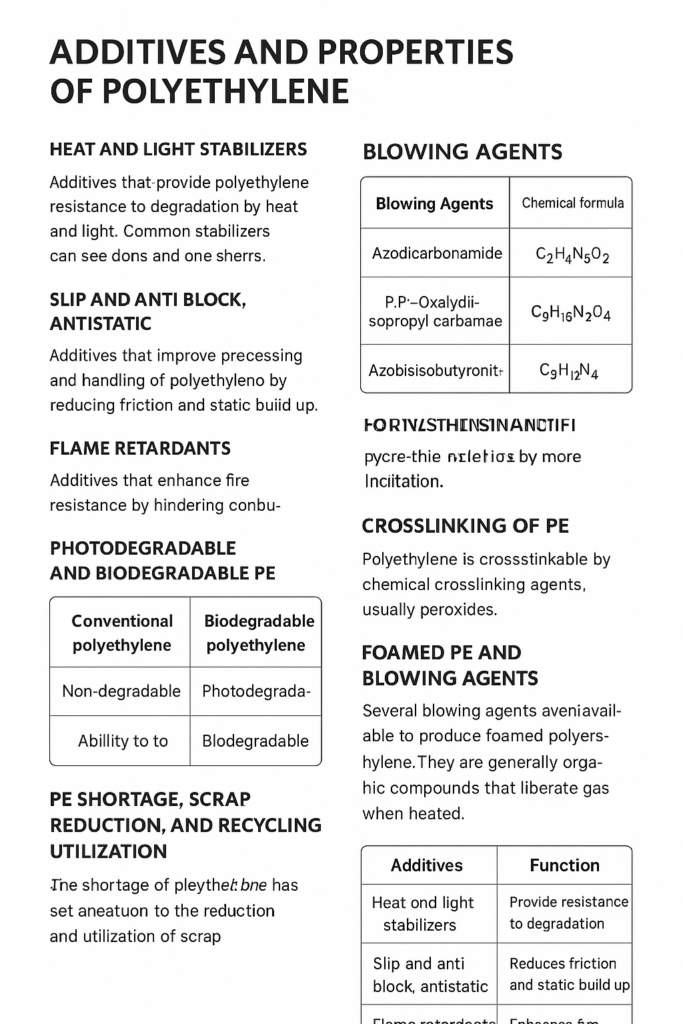
4.2 Blowing Agents Used in PE
Several blowing agents are available to produce foamed PE materials.
Definition:
Blowing agents are substances that liberate gas when heated, creating a cellular structure.
Types of Blowing Agents:
| Type | Examples | Gas Released |
|---|---|---|
| Chemical | Azodicarbonamide, hydrazides | Nitrogen |
| Physical | Hydrocarbons, CO₂ | CO₂ / vapor |
Working Principle:
- Blowing agent decomposes during processing
- Gas forms bubbles within molten PE
- Cells are trapped upon cooling
4.3 Properties of Foamed PE
- Low density
- Good thermal insulation
- Cushioning and impact resistance
- Chemical and moisture resistance
5. Polyethylene Scrap Reduction and Utilization
5.1 PE Shortage and Industry Focus
The global shortage of polyethylene has drawn increased attention to waste reduction and scrap utilization.
Causes of PE Shortage:
- Rising demand
- Supply chain disruptions
- Environmental regulations
5.2 Sources of PE Scrap
- Production waste
- Post-industrial scrap
- Post-consumer waste
5.3 Recycling Methods for PE
Mechanical Recycling:
- Grinding and remelting
- Suitable for thermoplastic PE
Chemical Recycling:
- Depolymerization
- Feedstock recovery
Energy Recovery:
- Controlled incineration
5.4 Challenges in Recycling PE
- Contamination
- Degradation during reprocessing
- Crosslinked PE cannot be remelted
5.5 Utilization of Recycled PE
Applications:
- Non-critical packaging
- Pipes and crates
- Construction products
Benefits:
- Cost reduction
- Resource conservation
- Reduced environmental impact
6. Future Trends in Polyethylene Development
- Advanced stabilizer systems
- Improved biodegradable PE formulations
- Enhanced recycling technologies
- Circular economy integration
Conclusion
Polyethylene continues to evolve through the use of specialized additives, crosslinking techniques, foaming technologies, and sustainability-focused innovations. Heat and light stabilizers enhance durability, while slip, antiblock, antistatic, and flame retardant additives tailor PE for specific applications. The contrast between microbial resistance and biodegradable PE highlights the challenges of environmental responsibility.
Chemical crosslinking, particularly peroxide-based systems, has made PE indispensable in wire and cable applications. Blowing agents enable lightweight foamed materials, and the growing shortage of PE has accelerated efforts to reduce waste and utilize scrap efficiently. Together, these advancements ensure that polyethylene remains a vital and adaptable material in modern industry.